卷制法蘭怎么控制直徑公差
來源:http://biolika.com/news/327.html 發布時間:2021-09-15 點擊:1243
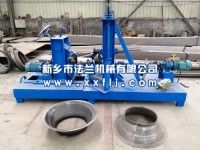
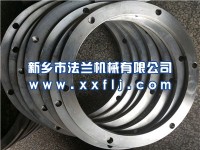
卷制法蘭生產的原材料是扁鋼,一般為6米或者9米的長條,尺寸寬度一般從20-160,太寬或者太窄的都不好做成卷制法蘭,厚度從4-50,太薄或者太厚也不好用卷制的方式來生產法蘭,只有在合適的扁鋼范圍內,生產合適的直徑尺寸,才可以適用卷制法蘭的生產方式。卷制法蘭的加工原理是冷彎的方式使被加工成圓形,也就是說一塊長條狀的帶鋼經過設備的加工使其發生形狀的改變,形成圓形或者弧形,然后再用設備把它的接縫給焊上,然后再進行其他的一些工作,例如焊口打磨平整,法蘭圓度調整到客戶規定的公差內,包括法蘭的內徑尺寸,用料的厚度等等,都要符合客戶需求。

那么卷制法蘭怎么控制直徑公差呢,很多客戶自己在使用法蘭機生產卷制法蘭的時候,經常會遇到卷出的法蘭直徑大小不一的情況,首先出現這種情況的原因有很多,一個是材料的問題,一般用縱剪扁鋼來做,如果是熱軋扁鋼或者其他寬窄有誤差的扁鋼,材質不夠均勻可能會出現受力不均導致直徑有誤差。還有一種情況是模具定位后沒有鎖死,也會導致卷制過程中有晃動卷出的尺寸不一致。另外模具沒有做好,或者沒有調平,也會出現卷制法蘭效果不好。所有客戶朋友們在遇到這種問題的時候要排除可能的原因,針對不同的原因采用相對應的解決辦法。另外已經卷出的法蘭直徑誤差需要修正的話可以使用我們的液壓法蘭整形機,可以針對法蘭不圓或者不平來進行矯正。校正后的圓度誤差可在1mm以內。

新鄉市法蘭機械有限公司,期待與您的合作!王經理13837381975
- 上一篇:陜西卷制法蘭的加工原理
- 下一篇:臥式風機圓筒翻邊機操作注意事項